




Það eru margar gerðir af gírum, þar á meðal bein sívalningsgír, skrúflaga sívalningsgír, skálaga gír og undirsnúningsgírar sem við erum að kynna í dag.
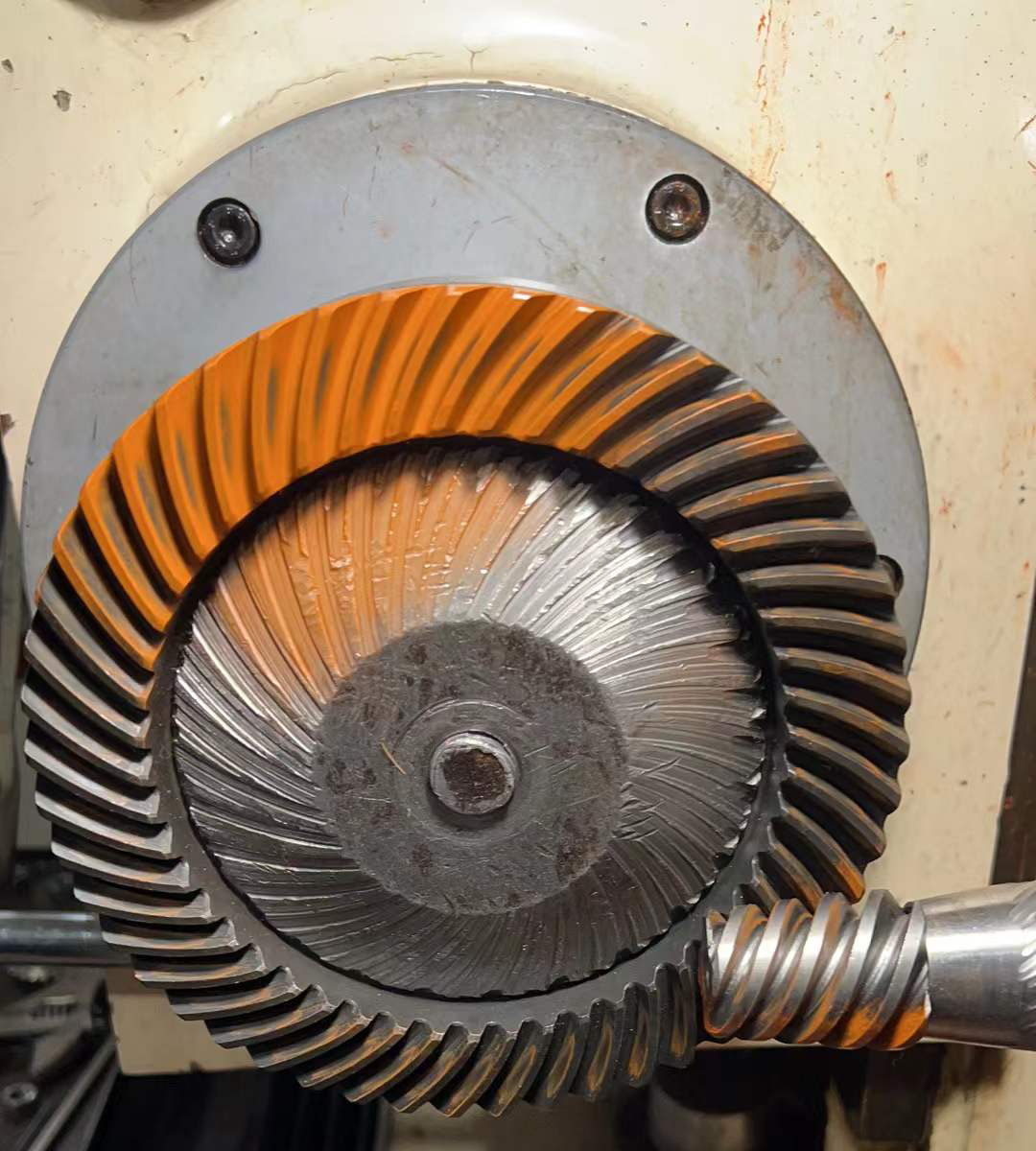
1) Einkenni hypoid gírs
Í fyrsta lagi er áshorn hypoid gírsins 90° og hægt er að breyta togstefnunni í 90°. Þetta er einnig hornbreyting sem oft er krafist í bíla-, flugvéla- eða vindorkuiðnaðinum. Á sama tíma eru gírpar af mismunandi stærðum og mismunandi fjölda tanna settar saman til að prófa virkni aukins togs og minnkunar hraða, sem almennt er kallað „togaukandi og minnkandi hraði“. Ef vinur þinn hefur ekið bíl, sérstaklega þegar hann ekur beinskiptum bíl, er hann að læra að keyra, og þegar hann keyrir upp brekku, mun kennarinn láta þig fara í lágan gír. Reyndar er það að velja gírpar með tiltölulega miklum hraða, sem er veittur við lágan hraða. Meira tog, sem veitir ökutækinu meiri kraft.
Hver eru einkenni hypoid gírs?
Breytingar á toghorni gírkassans
Eins og áður hefur komið fram er hægt að framkvæma hornbreytingu á togkrafti.
Þolir meiri álag
Í vindorkuiðnaðinum mun bílaiðnaðurinn, hvort sem um er að ræða fólksbíla, jeppa eða atvinnubíla eins og pallbíla, vörubíla, rútur o.s.frv., nota þessa gerð til að veita meiri afl.
Stöðugri sending, lágur hávaði
Þrýstingshorn vinstri og hægri hliðar tanna geta verið ósamræmd og renniátt gírmótsins er meðfram tannbreidd og tannsniðsátt. Með hönnun og tækni er hægt að ná betri gírmótstöðu þannig að allur gírkassinn sé undir álagi. Næst er enn framúrskarandi í NVH-afköstum.
Stillanleg fráviksfjarlægð
Vegna mismunandi hönnunar á fráviksfjarlægðinni er hægt að nota hana til að uppfylla mismunandi kröfur um rýmishönnun. Til dæmis, ef um bíl er að ræða, getur hún uppfyllt kröfur um veghæð ökutækisins og bætt framúrakstursgetu bílsins.
2) Tvær vinnsluaðferðir við hypoid gír
Hálf-tvíhliða gírar voru kynntir til sögunnar af Gleason Work árið 1925 og hafa verið þróaðir í mörg ár. Nú á dögum eru til margar innlendar vélar sem hægt er að vinna úr, en tiltölulega nákvæm og hágæða vinnsla er aðallega gerð af erlendum tækjum eins og Gleason og Oerlikon. Hvað varðar frágang eru tvær helstu gírslípunaraðferðir og malaaðferðir, en kröfurnar fyrir gírskurðarferlið eru mismunandi. Fyrir gírslípunarferlið er mælt með því að nota andlitsfræsingu við gírskurðarferlið og mælt er með andlitsfræsingu við malaaðferðina.
Gírarnir sem unnir eru með andlitsfræsingu eru keilulaga tennur og gírarnir sem unnir eru með andlitsveltingu eru jafnháir tennur, það er að segja, tannhæðin á stóru og litlu endafletinum er sú sama.
Venjulegt vinnsluferli felst í grófum dráttum í forhitun, hitameðferð og frágangi. Fyrir yfirborðshellugerð þarf að slípa hana og para hana saman eftir hitun. Almennt séð ætti að para saman gírparið þegar það er slípað saman síðar. Hins vegar er í orði kveðnu hægt að nota gír með gírslípunartækni án para. Hins vegar, í raunverulegri notkun, miðað við áhrif samsetningarvillna og aflögunar kerfisins, er paraðunaraðferðin samt notuð.
3) Hönnun og þróun þrefaldra hypoid-gírskiptinga er flóknari, sérstaklega við rekstrarskilyrði eða háþróaðar vörur með hærri kröfur, sem krefjast styrks, hávaða, skilvirkni gírskiptingarinnar, þyngdar og stærðar. Þess vegna er venjulega nauðsynlegt að samþætta marga þætti á hönnunarstigi til að finna jafnvægi með ítrekun. Í þróunarferlinu er einnig venjulega nauðsynlegt að aðlaga tannsporið innan leyfilegs breytileikasviðs samsetningarinnar til að tryggja að hægt sé að ná kjörafköstum við raunverulegar aðstæður vegna uppsöfnunar víddarkeðjunnar, aflögunar kerfisins og annarra þátta.
Birtingartími: 12. maí 2022